- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

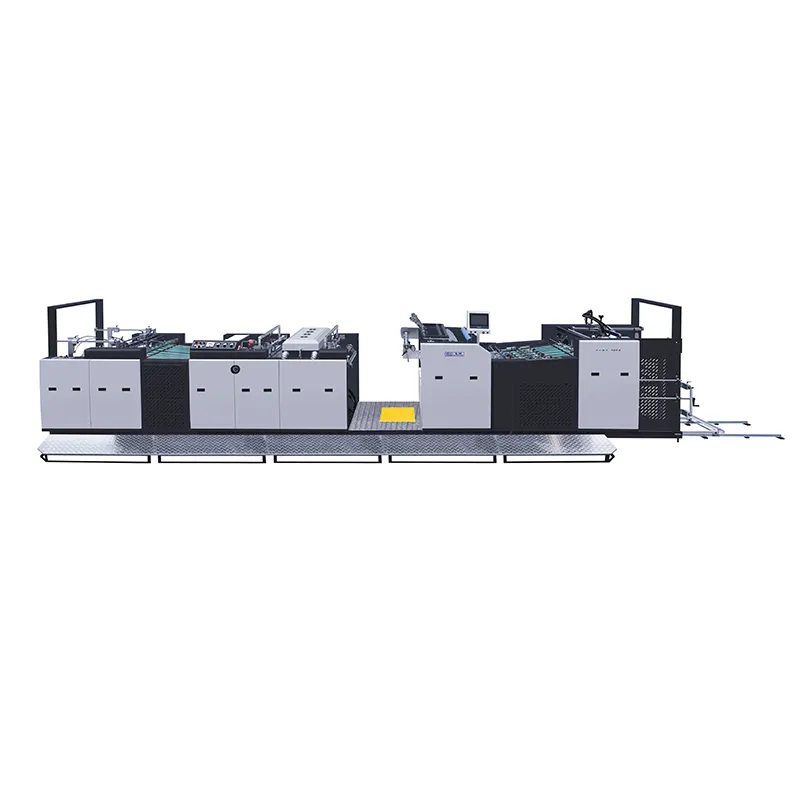
Принцип робочої машини автоматичної плівки
У сучасній промисловості для друку та пов'язаних з цим переробки,Автоматичні машини для ламінування плівкивідіграють надзвичайно важливу роль. Вони можуть застосувати захисну плівку на поверхню різних друкованих матеріалів або інших матеріалів, що не тільки покращує зовнішній вигляд та текстуру продуктів, але й підвищує їх міцність та захисні показники. Поглиблене розуміння принципу робочої машини автоматичного плівки має велике значення для практиків у відповідних галузях, користувачів обладнання та тих, хто зацікавлений у процесах друку упаковки. Це допомагає їм приймати мудріші рішення та вжити більш відповідних дій в таких аспектах, як закупівля обладнання, експлуатація, оптимізація процесів та усунення несправностей. Ця стаття проведе вичерпний та детальний аналіз принципу роботи автоматичних плівок ламінуючих машин, щоб розкрити технічні таємниці та механізми роботи, що стоять за ними.
I. Основні компоненти автоматичних плівок ламінуючих машин
(I) Механізм розмотування
Механізм розмотування є початковою частиною автоматичної плівки ламінуючої машини і в основному відповідає за перенесення та звільнення рулону плівки для ламінованого. Зазвичай він оснащений регульованою системою управління напругою, щоб переконатися, що плівка може бути виведена стабільним та рівномірним напруженням протягом усього процесу ламінування. Наприклад, датчик натягу використовується для моніторингу напруги плівки в режимі реального часу, а за допомогою двигунів або гальм та інших пристроїв, динамічні корективи здійснюються за встановленими значеннями, щоб уникнути розтягування плівки та деформації, спричиненої надмірною напругою або зморщинкою плівки через недостатню напругу, таким чином забезпечуючи хорошу основу постачання плівки для подальших обробних процесів.
(Ii) Система додатків клею
Основна функція системи застосування клею полягає в тому, щоб рівномірно застосувати клей на поверхню плівки. Залежно від різних вимог до ламінуючих процесів та типів клей, існують різні методи застосування клею. Поширеним - це покриття для рулону, яке використовує валик для покриття для підбору клею з клеєвого бака і рівномірно переносити його на плівку. Цей метод може точно контролювати кількість клею, що застосовується, і підходить для різних в'язкості клею та матеріалів для плівки. Крім того, існує також метод покриття ножа. Використовуючи скребок для видалення зайвого клею, на плівці залишається лише рівномірний і точно товстий шар клею, який особливо придатний для тонких ламінаційних операцій з високими вимогами до кількості покриття клею, наприклад, ламінування пакувальних матеріалів для електронних компонентів.
(Iii) ламінуючий механізм
Ламінуючий механізм є ключовою частиною для реалізації зв'язку плівки та підкладки. В основному він складається з валика тиску та нагрівального валика (в процесі гарячого ламінування) або охолоджуючого валика (в процесі холодного ламінування). Уалик тиску чинить певний тиск, щоб зробити плівку з клеєм уважно контактувати з підкладкою, гарантуючи, що клей може повністю змочити і зв’язати їх. У процесі гарячого ламінування нагрівальний ролик передає нагрівання до плівки та підкладки, щоб клей швидко затверділа, покращуючи стійкість ламінування та ефективності виробництва. Перебуваючи в процесі холодного ламінування, охолоджуючий валик знижує температуру клею, щоб він поступово затверділа в природному стані. Цей процес є відносно екологічно чистим і підходить для деяких матеріалів, чутливих до температури або не слід нагрівати.
(Iv) Механізм перемотування
Механізм перемотування в кінці автоматичної плівки ламінуючої машини, і його функція полягає в тому, щоб акуратно закінчити ламіновані продукти. Подібно до механізму розмотування, механізм перемотування також має функцію контролю натягу, щоб забезпечити плоску та напругу продуктів під час процесу обмотки. Тим часом він також може бути оснащений вимірювальним пристроєм довжини або лічильником для точного підрахунку довжини або кількості ламінованих продуктів, що зручно для управління виробництвом та контролю якості. Наприклад, у масштабному ламінувальному виробництві друкованих матеріалів пристрій вимірювання довжини може точно контролювати довжину кожного рулону ламінованих продуктів, щоб забезпечити узгодженість специфікацій продукту.
Ii. Робочий процес автоматичної плівки ламінуючих машин
(I) Розслаблення фільму та попередня обробка
По -перше, вибраний плівковий рулон встановлений за механізмом розмотування, а система управління натягом механізму розмотування спочатку встановлюється за такими параметрами, як матеріал, товщина та ширина плівки. Після запуску механізму розмотування плівка починає повільно випускати під тягою напруги і проходить через ряд направляючих роликів для плавного входу в систему застосування клею. Перш ніж входити в систему застосування клею, можуть бути процеси попередньої обробки, такі як видалення пилу та статична елімінація для видалення частинок пилу та статичної електрики на поверхню плівки, покращуючи ефект адгезії клею на плівку та забезпечуючи ламінуючу якість. Наприклад, використовуючи статичний елімінатор для вивільнення протилежних зарядів для нейтралізації статичної електрики на поверхні плівки, це запобігає важко видалити пил через електростатичну адсорбцію.
(Ii) Застосування клею
Після того, як плівка входить в систему додатків клею, система додатків клею починає працювати відповідно до попередньо встановленого методу та параметрів додатків клею. Наприклад, при використанні покриття рулону валик для покриття обертається з певною швидкістю, щоб занурити клей з клею -резервуара, а потім рівномірно застосовує клей на поверхню плівки. Під час цього процесу такі фактори, як в'язкість клею, швидкість обертання валика покриття, рівень клею в клейовому резервуарі та зазор між скребком і валиком покриття впливатимуть на кількість та рівномірність нанесеного клею. Оператори повинні точно відрегулювати ці параметри відповідно до фактичних ламінуючих вимог та характеристик матеріалів для отримання потрібного ефекту застосування клею. Наприклад, коли ламінований продукт має більш високу вимогу до товщини клею, швидкість обертання валика покриття може бути належним чином збільшена або рівень клею в клейовому резервуарі може бути збільшено. Коли потрібен тонший і більш рівномірний клейовий шар, зазор між скрепером та валиком покриття може бути зменшений.
(Iii) Зв'язування та затвердіння
Фільм з клеєм продовжує транспортувати вперед і входить до ламінуючого механізму. У цей час підкладка (наприклад, друковані матеріали, папір, дошки тощо) також надсилається до механізму ламінування через відповідний пристрій, що передає, для задоволення плівки. У ламінувальному механізмі валик тиску чинить певний тиск, щоб зробити плівку, а підкладка тісно скріплена, і клей починає змочити і зв'язувати два під дією тиску. У процесі гарячого ламінування нагрівальний ролик передає нагрівання до скріпленої плівки та підкладки, щоб клей швидко затверділа і утворити твердий ламінований шар. Температура нагрівального валика, тиск валика тиску та час скріплення потрібно оптимізувати та регулювати відповідно до різних комбінацій матеріалів та ламінуючих вимог. Наприклад, для деяких субстратів із відносно жорсткою текстурою може знадобитися належним чином збільшити тиск валика тиску, щоб забезпечити повне з'єднання між плівкою та підкладкою. Для деяких матеріалів, чутливих до тепла, температуру нагрівального валика необхідно знизити, щоб не допустити деформу матеріалів. У процесі холодного ламінування охолоджуючий валик відіграє роль у зниженні температури клею та сприяння його природному затвердінню. Хоча час затвердіння відносно довгий, це може уникнути ризику деформації матеріалу, спричиненого нагріванням.
(Iv) Перемотка та готова обробка продукту
Ламіновані та вилікувані продукти нарешті входять до механізму перемотування. Механізм перемотування акуратно виповнить продукцію відповідно до встановленої напруги та швидкості обмотки. Під час процесу перемотування системи контролю натягу відстежує та регулює напругу обмотки в режимі реального часу, щоб забезпечити щільно та рівномірне пошкодження продуктів. Тим часом вимірювальний пристрій або лічильник довжини фіксує довжину або кількість продуктів рани. Після досягнення попередньо встановленого значення механізм переоцінки автоматично перестає працювати. Після завершення перемотування продуктів можна додатково організувати, скоротити або упаковувати відповідно до потреб у подальшому зберіганні, транспорті чи продажах. Наприклад, для деяких великоформатних ламінованих продуктів їх може знадобитися розрізати на продукти меншого розміру, які відповідають конкретним вимогам специфікації, а потім упаковані.
На закінчення,Автоматичні машини для ламінування плівкиМоже завершити операцію з ламінуванням для різних матеріалів ефективно та точно завдяки скоординованій роботі кожного компонента та дотримання конкретного робочого процесу. Завдяки постійному прогресу науки та технологій, принцип роботи автоматичних плівок ламінуючих машин також постійно інновується та оптимізовано, а перспективи його застосування в упаковці друку та інших галузей будуть ще більш широкими, що забезпечить потужну технічну підтримку для покращення якості та диверсифікації розвитку продукції.
Якщо ви зацікавлені в наших продуктах або маєте якісь питання, будь ласка, не соромтеся зв’язатися з намителефон або електронна пошта.



